
 |
 |
 |
 |
 |
 |
 |
 |
 |
It is important to decide on the corrosion protection system most suitable for your design at an early stage. Once you have decided that the steel used in your projects requires hot dip galvanizing you then need to consider the following:-
1. DESIGN CONSIDERATIONS - SIZE AND SHAPES OF ARTICLES. The limiting factor to hot dip galvanize a steel structure, a vessel or any other steel products is its SHAPE AND SIZE. In event the size exceed the size of the galvanizing plants bath size it may be possible to DOUBLE DIP the steel structure or article if structure is too big for single immersion . In some tricky situations the double dipping may involve FLIPPING OVER OR ROLLING the steel article in the zinc bath. The following diagrams show some important design considerations:
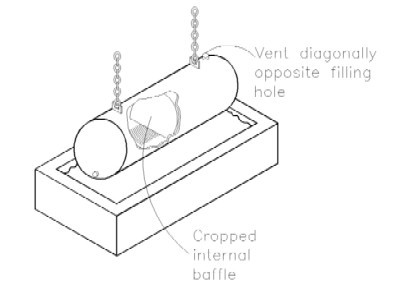
2. DESIGN CONSIDERATIONS - FILLING, VENTING AND DRAINAGE. When galvanizing tanks, vessels and tubular sections, designers must consider the design to allow free flow of molten zinc during the filling stage and drainage of molten zinc from the steel article. For large vessels with internal diaphrams or baffles, it is important to provide venting and drainage openings for molten zinc to move freely in and out of compartments. Make sure that all flanges are flushed with he inside surface or the vessels. (refer to Diagrams 1 & 2)
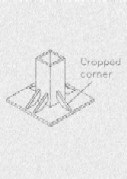
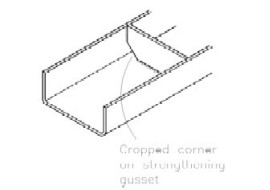
3. DESIGN CONSIDERATIONS - OPEN MITRED JOINT. For tubular handrails it is very important to use an OPEN MITRED JOINT and if this is not possible sufficiently large internal holes (> 20 mm diameter) should be provide for molten zinc to move freely to cover all corners and edges of the work. As the molten zinc fill up the tubular sections it is VERY IMPORTANT to provide vent holes at the top most point so that hot air with moisture can escape freely. Without these vent holes the tubular sections are likely to explode in the molten zinc causing massive damage to equipment and threatened lifes of the operators. (refer to Diagrams 3 & 4) 3. DESIGN CONSIDERATIONS - CROPPED CORNERS ON "H" AND "C" SECTIONS. For steel structures fabricated from "H" or "C" sections, cropped corners must be provided to allow molten zinc to move freely to cover all corners and edges of the work. As the molten zinc fill up the "H" or "C" sections, it is VERY IMPORTANT to provide cropped corners so that molten zinc flow is not restricted and can molten zinc escape freely. Without these cropped corners molten zinc is trapped and this molten zinc freezes and remain as a lump of zinc on the structure. This will increases the overall weight of the steel structure causing unnecessary wastage to pure zinc. (refer to Diagrams 5 & 6) 4. DESIGN CONSIDERATIONS- MATERIAL SUITABLE FOR GALVANIZING - All iron and steel products are suitable for hot dip galvanizing. In cases of castings, care should be taken in handling and preparation for hot dip galvanizing. Casting should be throughly blast clean and should avoid contact with water to ensure that rust formation is minimized
5. DESIGN CONSIDERATIONS - WELDING SLAGS - Immediately after fabrication welding slags should be throughly removed by chipping, grinding, blasting or a needle gun. Welding slag adhesion to steel leaves not galvanized spots and it is not removable by the pretreatment chemicals as it is inert 6. DESIGN CONSIDERATIONS - DISTORTION.As the galvanizing process involves immersion of steel into hot molten zinc the use of dissimilar thickness metals should be avoided. 7. FURTHER INFORMATION - http://galvaco.blogspot.com DESIGN FOR GALVANIZING WALL CHART ....Contact us HOT DIP GALVANIZING STANDARDS The relevant hot dip galvanizing standards are the followings: 1) ASTM A 123/A 123M - 97a Standard Specification for Zinc (Hot-Dip Galvanizing) Coatings on Iron and Steel Products 2) BS 729:1971 Specification for Hot Dip Galvanized coatings on Iron and Steel Articles 3) BS EN ISO 1461:1999 Specification for Hot Dip Galvanizing BS EN ISO 1461:1999 SPECIFICATIONS FOR HOT DIP GALVANIZING SCOPE - This standard specifies the general properties and methods of test for coating applied by hot dip galvanizing in zinc (contain not more than 2% of other metals) on fabricated iron or steel articles. It does not apply to : 1) Sheet and wires that are continuously hot dip galvanize 2) Tube and pipe that are hot dip galvanized in automatic plants 3) Hot dip galvanized products for specific standards exists and which may include additional requirement different from those of the European Standard Table 2 - Minimum Coating thickness on samples that are not centrifuges (microns)
Note: To convert Microns to Grams/m2 divide by 0.14 For further information on the above standards please contact us or you can also purchase these standards from SIRIM or Institute of Engineers Malaysia (IEM) in Malaysia or please contact your local authorities on Standards or your Galvanizing Associations We are currently creating content for this section. In order to be able to keep up with our high standards of service, we need a little more time. Please stop by again. Thank you for your interest! | |||||||||||||||||||||||||||||||||||||||||